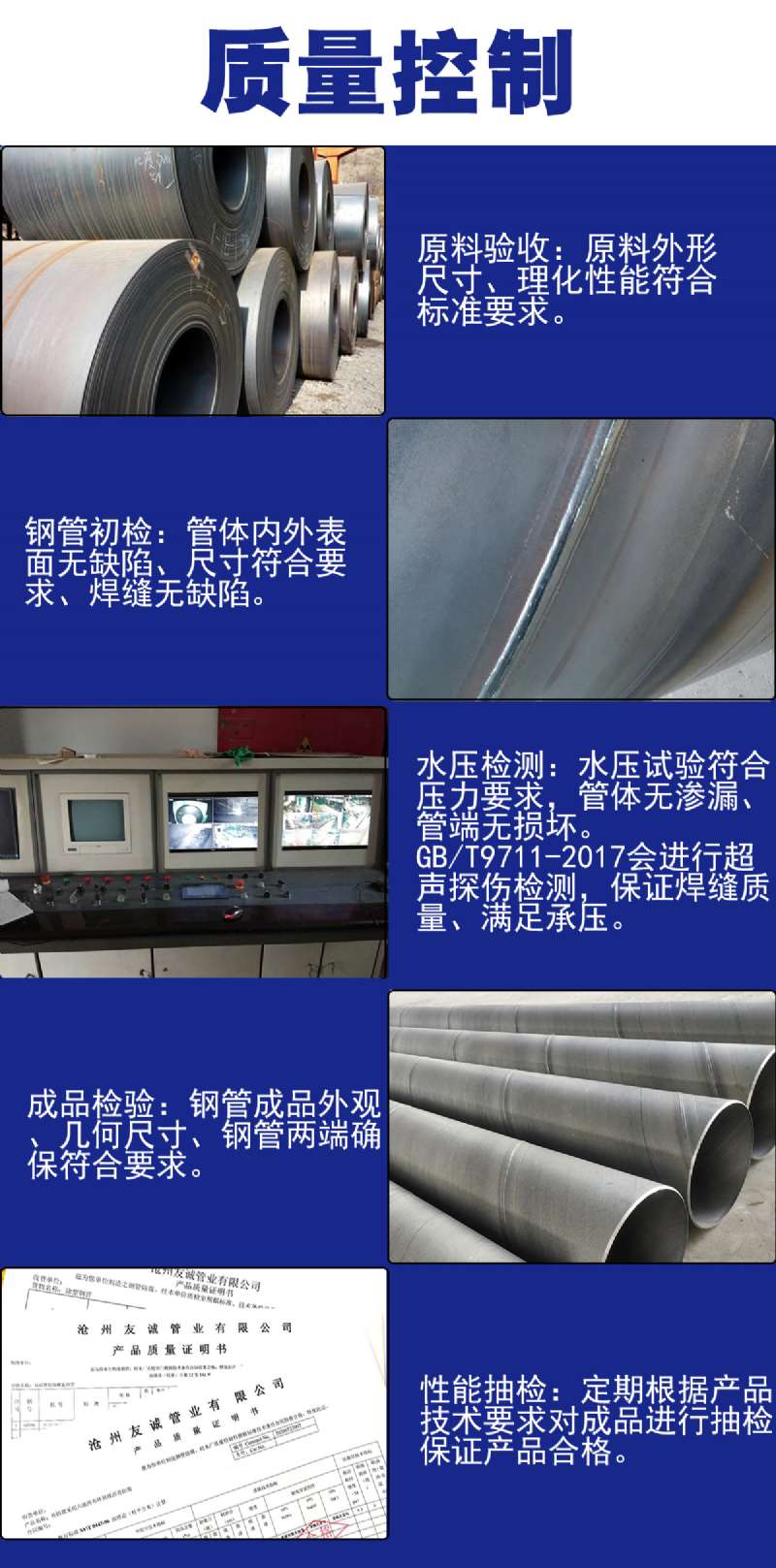
��������䓹���ֱ���ͱں�ijߴ�Ҏ�����и�����`����,���������a��䓼���ڹ�,�e����С�ڏ���ڹܷ���,��������ˇ�o���ȔM�ă���,�ɝM���Ñ�������䓹�Ҏ��������Ҫ��.
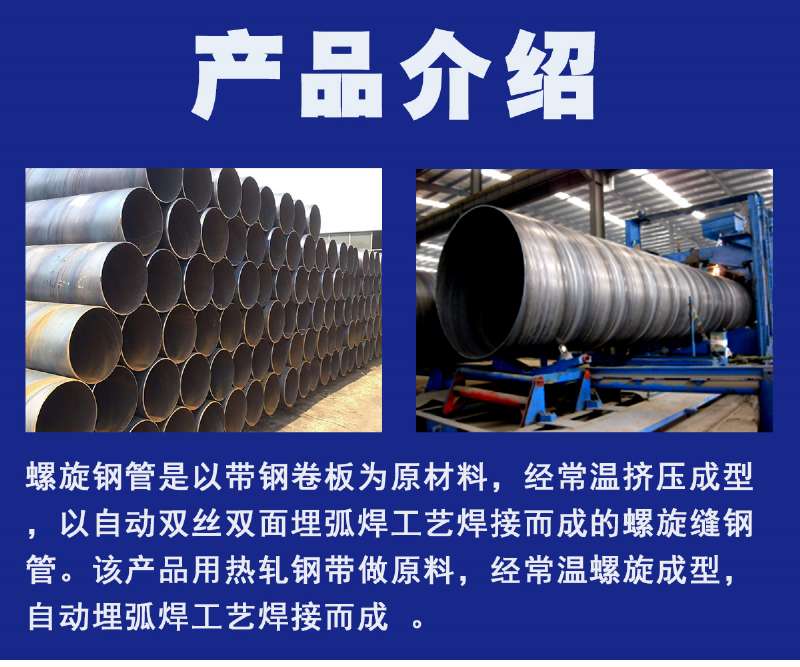
����䓹ܵ�ֱ���ͳߴ�Ҏ��Ҫ�`������,�����������е����Ã���,������䓹��܉�õ��ռ����ƏV.��ƹܵ�һ������Q235̼����o䓞�ԭ�ϼӹ����a��,����������^��ęCе����,���Գ����^��ă��≺��,����������ֱ�����^800 mm��ݔˮ�ܵ�,��Ŀǰ�҇���鳣�õĴ�ڏ���عܵ�֮һ.
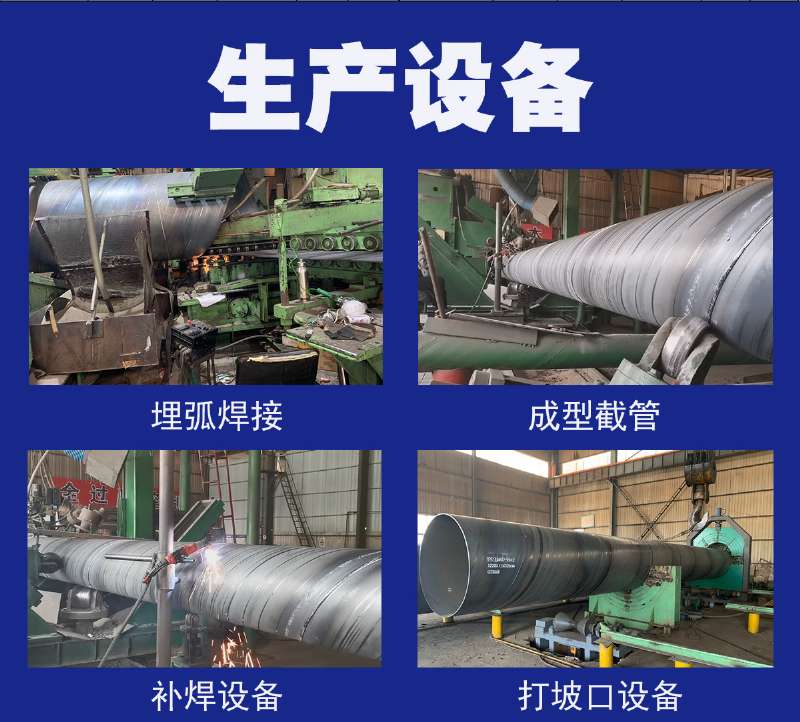
����䓹ܵ����칤ˇ�Q���䚈�������^��,���������P�Y��ӛ�d,��Щ�����ӽ������O��,ֱ�p��䓹�����ÔU�ܹ�ˇ,���������ӽ���.�ӟ���ɞ��ڹ����ȱ�����S������ϳʬF�Ѽy���ۯB��ƫ�۵ȏUƷ�ľ���.����䓹�ʹ�Æ�λ���OӋ��λҪ�����˽�����䓹ܵĿ����a�Č��H��Ⱥ�ֱ��.
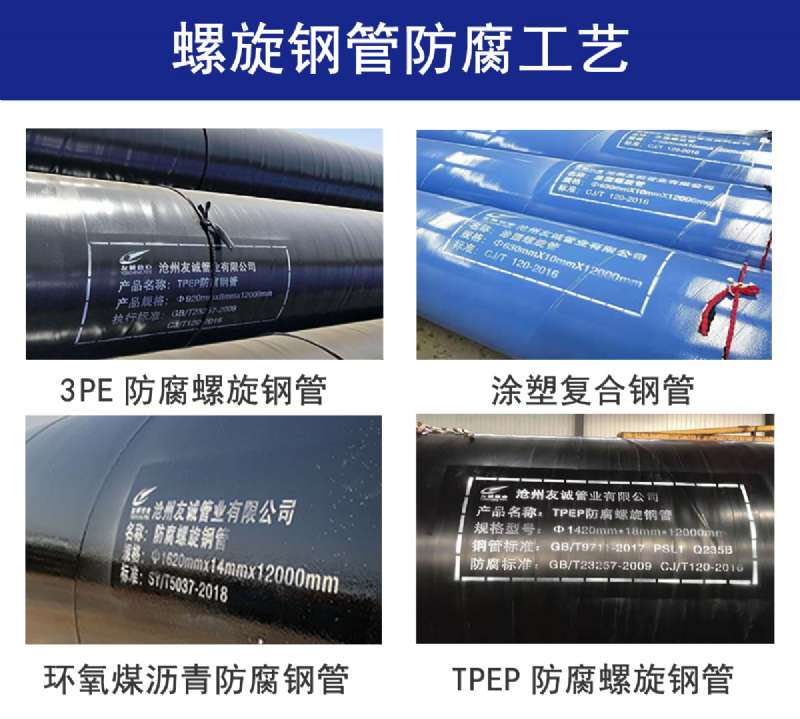
����䓹���������늻������M�к��ӵ�,�c�ֹ����l늻�����ͬ���ǣ����ĺ��z����¶��,����]��Ϳ��,���Ĵ_�������A����ڴ���̎��,�����z���뺸����,늻����ں�����ȼ���������γ��^�����@�ӵĺ��z�c�������|,�����Ӱ����o��,���z�c����ͨ늵�˲�g,���z�س�,늻���ȼ,����С܇��ǰ�M,���z�B�m����ݔ��,�S��늻��ں�������ȼ��,��늻��·��γɺ����۳�.��늻��܇�,�����ۻ��γ�һ���ն�.


 ���\�ܘI����Ʒ�|��lչ���Կڱ����Ј�
���\�ܘI����Ʒ�|��lչ���Կڱ����Ј� 

 ȫ�����՟ᾀ
ȫ�����՟ᾀ